我们的传感器目前有两种封装形式。
1,插针,要求有个接头是波峰/回流焊接的或低温手工焊接

南频-新闻-TE公司给SPEC-Sensors的气体传感器设计的新的封装方式(调查问卷)
我们的传感器目前有两种封装形式。
1,插针,要求有个接头是波峰/回流焊接的或低温手工焊接
2,矮墙封装,要求机器人焊接或低温手工焊接

SPEC-SENSORS的气体传感器是基于塑料基材的传感器单元,不能应对回流和波峰焊接的高温,TE的专业技术提供给我们客户一个更好的方法来生产SPEC公司的产品。
最初的座基设计是让传感器和PCB之间有1.25mm的间隙(下图红色圆圈)。这允许走线和细小尺寸的被动的SMT器件可以放置在传感器下面。
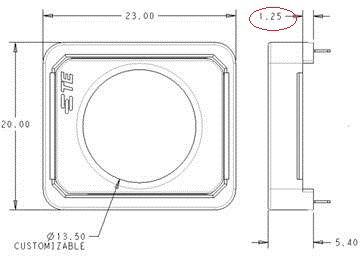
是可能增加这个1.25mm间隙至2mm, 请参考问卷调查
关于此概念设计,点击下载TE座子的规格书。
我们咨询了TE connectivity泰科公司来考虑如何能将她们的封装技术来帮助我们在大规模生产中的客户。
TE公司设计了一个有潜在很少变化的气体传感器卡座概念产品。此调查表是用来在设计的4个层面上获得您宝贵意见。
气体传感器座子包括三个部件:
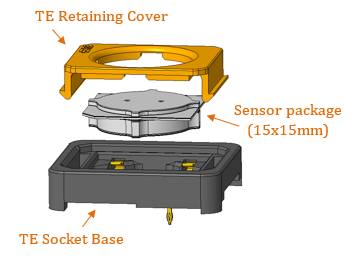
1,TE connectivity的基座(深灰色部分),能够耐回流/波峰焊的高温,是确保传感器连到正确脚的关键
2,SPEC-Sensors公司的15*15mm的传感器(浅灰色部分),包含UL认证的一氧化碳传感器3SP_CO_1000
3,固定盖(黄色部分), 使得传感器在座子固定到PCB上之后能够被安装(此固定盖可以移动,使得更换传感器变得容易)
备注:
1, 问卷中的管状包装(Tube)应该是这样的形式(下图)

2, 问卷中的三种方式的区别:自动化生产还是手工生产;和SPEC购买带座子的传感器?还是分开从SPEC和TE购买;有无焊接工艺涉及
2.1 先在生产中波峰/回流焊接基座,然后用手工来装配SPEC传感器。
小编个人解读:分两步来完成的加工,一个是座子自动化的焊接工艺,一个是手工压合的不涉及焊接的纯机械工艺
2.2 收到带传感器座子的传感器,然后压合到PCB上(焊接完之后的过程)
小编个人解读:只有一步的加工工艺,原厂出厂之前就将传感器和座子配合到一起了,客户只需做无焊接的机械压合工艺即可,都是在主板上的其它焊接元件组装完成之后的最后工序才做气体传感器的加工
2.3 压合基座(焊接完成后),然后手工装配SPEC传感器。
小编个人解读:和2.1的区别是没有焊接工艺,这个座子是通过机械压合完成的,而不是焊接的.此座子的发明是为了解决电化学气体传感器普及到消费类电子百万级的自动化大规模生产的巨大迈进.
气体产品线介绍 数字气体传感器开发包
TE气体传感器座子的技术&商务&样品&评估板咨询 => 座机 0755-82565851 邮件 dwin100@dwintech.com 手机156-2521-4151
首页home 产品product 新品发布news 参考设计ref.d 联系contact 应用笔记app note